Cáncamo giratorio BLT092
Cáncamo abatible soldable
Reciba una cotización hoy mismo
Cáncamo giratorio BLT092
Cáncamo abatible soldable
-
Límite de carga de trabajo 4-31.5t
- Material: Acero aleado al cromo-molibdeno de alta resistencia
- Tipo de fijación: Soldadura
- Ángulo de pivote: 180°
- Tratamiento superficial (anillos): Recubrimiento en polvo
- Rango de temperatura de trabajo: -40°C a +200°C
- Grado de la cadena: G80
- Rosca personalizada: Métrica/UNC/UNF/rosca de tubo/alargada/acortada
- Gira bajo carga: No
- Muelle de retención para el eslabón de suspensión: No
- Carga máxima de trabajo: 4T-31.5T
- Factor de seguridad: 4:1
- Norma: DIN EN 1677-1
- Protección contra explosiones: No
- Color RAL: Personalizable
- Etiqueta de identificación disponible: No
Inspección y normas
- Probado con ciclos de fatiga de carga 1.5x (20,000 ciclos) y pruebas de carga nominal 2.5x para una durabilidad excepcional
- Inspeccionado mediante pruebas de partículas magnéticas para garantizar que no haya grietas o defectos en la superficie
- Producido de acuerdo con las normas EN1677-1, con informes de prueba certificados disponibles a pedido
Aplicaciones
- Transporte: Ideal para la elevación y transporte de carga pesada, componentes y contenedores sobredimensionados, minimizando errores y reduciendo el riesgo de colisiones o daños.
- Plantas Industriales: Comúnmente utilizado para levantar generadores industriales, calderas, compresores y otra maquinaria pesada en fábricas.
El cáncamo abatible soldado está diseñado para aplicaciones de elevación y anclaje de servicio pesado, ofreciendo un límite de carga de trabajo de 4-31.5t y una funcionalidad de pivote de 180°. Diseñado para una fijación permanente a través de soldadura, el cáncamo abatible soldable crea un punto de elevación estable y seguro, ideal para operaciones industriales y de petróleo y gas.
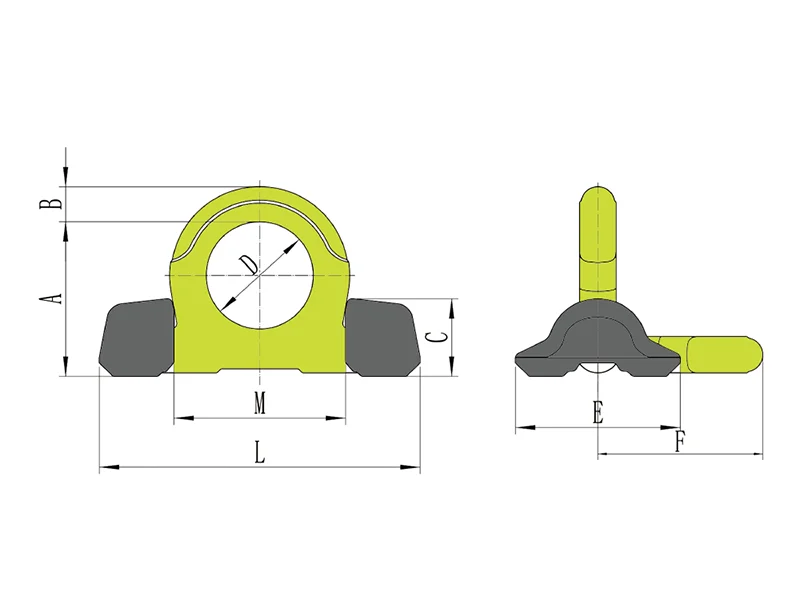
Especificaciones
| No. de item | Límite de carga de trabajo (t) | Dimensiones (mm) | Peso (kg) |
| A | B | C | D | E | F | L | M | HV | a |
| BLT092-04 | 4.0 | 66 | 14 | 30 | 48 | 65 | 70 | 135 | 76 | 5 | 3 | 0.6 |
| BLT092-06 | 6.7 | 85 | 20 | 39 | 60 | 89 | 91 | 171 | 98 | 5 | 3 | 1.5 |
| BLT092-10 | 10.0 | 95 | 21 | 46 | 65 | 100 | 100 | 196 | 106 | 7 | 4 | 2.4 |
| BLT092-16 | 16.0 | 127 | 30 | 57 | 90 | 130 | 136 | 263 | 149 | 8 | 4 | 5.5 |
| BLT092-30 | 31.5 | 178 | 42 | 78 | 130 | 160 | 160 | 375 | 213 | 15 | 4 | 15.8 |
* Factor de seguridad de 4:1;
* Las operaciones de soldadura deben ser realizadas por personal de soldadura calificado de acuerdo con las especificaciones EN287 o AWS;
Aplicaciones de carga de trabajo
| Método de elevación |  |  |  |  |  |  |  |  |
| Número de ramales de eslingas | 1 | 2 | 1 | 2 | 2 | 2 | 3-4 | 3-4 |
| Ángulo de elevación | 0° | 0° | 90° | 90° | 0-45 | 45-60° | Asimetría | 0-45 | 45-60° | Asimetría |
| No. de item | Límite de carga de trabajo (t) |
| BLT092-04 | 4.0 | 8.0 | 4.0 | 8.0 | 5.6 | 4.0 | 4.0 | 8.4 | 6.00 | 4.0 |
| BLT092-06 | 6.7 | 13.4 | 6.7 | 13.4 | 9.4 | 6.7 | 6.7 | 14.1 | 10.05 | 6.7 |
| BLT092-10 | 10.0 | 20.0 | 10.0 | 20.0 | 14.0 | 10.0 | 10.0 | 21.0 | 15.00 | 10.0 |
| BLT092-16 | 16.0 | 32.0 | 16.0 | 32.0 | 22.4 | 16.0 | 16.0 | 33.6 | 24.00 | 16.0 |
| BLT092-30 | 31.5 | 63.0 | 31.5 | 63.0 | 44.1 | 31.5 | 31.5 | 66.2 | 47.25 | 31.5 |
Condiciones de soldadura
- El contenido de carbono del material base debe ser inferior al 0.4%.
- Si la temperatura ambiente es inferior a 10°C, precaliente la superficie antes de soldar.
- La soldadura no debe realizarse en áreas abiertas o bajo condiciones climáticas adversas.
Métodos de soldadura
- Asegúrese de que la superficie de contacto esté limpia y libre de virutas de metal, aceite, pintura, escoria u otros contaminantes. Las superficies corroídas o pintadas deben limpiarse completamente de óxido y pintura antes de soldar.
- Limpie la costura de soldadura antes de pasar a la siguiente pasada para evitar inclusiones de escoria.
- Una vez que comience la soldadura, no interrumpa el proceso para evitar que los componentes se enfríen.
- Inspeccione minuciosamente los puntos de soldadura para asegurarse de que no haya grietas, abolladuras o arañazos. Si surgen inquietudes, utilice métodos de inspección no destructivos, como pruebas de partículas magnéticas o tintes penetrantes.
- Para las reparaciones, muela cualquier defecto y repita el proceso de soldadura con procedimientos calificados.
- Evite el enfriamiento rápido de los puntos de soldadura.
-
PersonalizaciónOfrecemos una personalización completa basada en los
requisitos del cliente, incluidas las marcas, los colores, los logotipos, los procesos de
recubrimiento de pernos y la apariencia. También podemos diseñar dibujos a medida de
necesidades específicas.
-
Servicio Los cáncamos roscables métricos y UNC están disponibles en
stock y se pueden enviar en un plazo de 1 a 3 días. En el caso de los cáncamos roscables
especiales, la entrega se puede organizar en un plazo de 3 a 15 días (contacte con nuestro
equipo de servicio para confirmar el pedido al por mayor).